Схема инверторной сварки – достоинства и недостатки
Схемы для иллюстрации принципа действия инверторной сварки
На протяжении многих лет сердцем любого сварочного аппарата оставался силовой понижающий трансформатор, рассчитанный на переменный ток частотой 50 Гц. Громоздкое, тяжеловесное устройство с малым КПД и ограниченными возможностями регулировки. В последнее время на смену ему все чаще приходит сварочный инвертор.

Современные сварочные инверторы – это компактный, легкий, удобный в эксплуатации рабочий инструмент.
Принципиальная электрическая схема инверторной сварки достаточно сложна, а вот знакомство с блок-схемой, принципом действия, достоинствами и недостатками для тех, кто работает или собирается с ней работать, будет очень полезным.
Почему инвертор?
В электротехнике инвертирование – это процесс обратный выпрямлению переменного тока, то есть преобразование постоянного тока в переменный. Казалось бы, зачем нужна такая операция? В промышленности и быту более ста лет применяется переменный ток, потому что для преобразования его напряжения и силы тока можно использовать обыкновенный трансформатор.
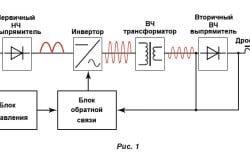
Рисунок 1. Блок-схема процесса инверторной сварки.
А дело в том, что низкочастотный трансформатор имеет громоздкий и тяжелый сердечник. Сварочный трансформатор, даже сравнительно небольшой мощности, имеет массу более 10 кг. Но если увеличить частоту тока до 50-60 кГц, то при той же мощности масса трансформатора будет всего четверть килограмма.
Блок-схема инверторной сварки приведена на рис. 1. Переменное напряжение промышленной частоты выпрямляется первичным низкочастотным выпрямителем. С помощью сглаживающего фильтра пульсирующее выпрямленное напряжение преобразуется в постоянное порядка 300 В.
Инвертор, ключевыми элементами которого обычно являются мощные высокочастотные полевые транзисторы или тиристоры, преобразует высокое постоянное напряжение в переменное высокой частоты. Его характеристики задаются блоком управления. Цепи обратной связи стабилизируют величину выходного тока и напряжения.
До напряжения порядка 60-90 В высокочастотное напряжение понижается с помощью высокочастотного трансформатора. После высокочастотного выпрямителя сглаженное дросселем пульсирующее напряжение высокой частоты поступает на электрододержатель.
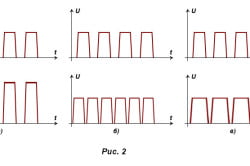
Рисунок 2. Графики импульсов при разных способах работы инвертора: а. изменение амплитуды высокочастотных импульсов; б. изменение частоты импульсов; в. широтно-импульсное регулирование.
Схемы, приведенные на рис. 2, иллюстрируют три основных способа, которые чаще всего применяются для регулирования величины выходного тока и, следовательно, режима сварки:
- Изменение амплитуды высокочастотных импульсов. Иллюстрируется графиками на рис. 2а. На нижнем графике амплитуда импульсов возросла по сравнению с исходной ситуацией, иллюстрируемой верхним графиком. В результате возрастает средняя величина выпрямленного выходного напряжения и тока.
- Изменение частоты импульсов. Здесь на нижнем графике увеличилась частота импульсов. В результате снова возрастает средняя величина выходного тока.
- Широтно-импульсное регулирование. Видно, что на нижнем графике ширина каждого импульса увеличилась по сравнению с верхним графиком. Средняя величина выходного тока при этом тоже возрастает. Этот метод регулирования получил наибольшее распространение.
Достоинства и недостатки сварочных инверторов
Несомненных достоинств у этих аппаратов достаточно много и их можно разделить на две группы. Перечень технических преимуществ:
- ограниченные габариты и масса, удобство перемещения;
- экономичность (КПД ≈ 90%, коэффициент мощности ≈ 0,99);
- возможность дистанционного управления;
- широчайший диапазон плавной регулировки параметров сварочного режима;
- повышенный уровень электробезопасности (двойная изоляция);
- высокий коэффициент интенсивности (отношение продолжительности работы в режиме дуги к общему времени работы) – до 80%;
- возможность параллельного соединения для работы на общую нагрузку.
Преимущества технологические:

Схема устройства сварочного инвертора.
возможность сварки любыми электродами как на постоянном, так и на переменном токе;
- стабильное воспламенение дуги;
- формирование качественного шва;
- отсутствие залипания электродов в момент окончания сварки;
- незначительное разбрызгивание в процессе сварки;
- возможность сварки в режиме короткой дуги;
- возможность сварки трудно свариваемых сплавов и сталей;
- возможность качественной сварки даже при недостаточно высокой квалификации сварщика.
Наряду с этим имеются у этих сварочных агрегатов и свои недостатки:
- главный недостаток – достаточно высокая стоимость;
- ремонт также чаще всего обходится недешево;
- боится пыли и грязи, нуждается в частой чистке и продувке;
- ненадежная работа при отрицательных температурах, возможность выхода из строя при температурах ниже -15° C.
Несмотря на имеющиеся недостатки, инверторные источники тока дают возможность резко повысить эффективность и качество сварочных работ.
http://youtu.be/APbB12bjRzM
А при приобретении инвертора следует проверить, имеются ли гарантийное и сервисное обслуживание, принципиальные схемы, инструкция на языке страны покупки и т. д. Желательно, чтобы у производителя был свой сайт.